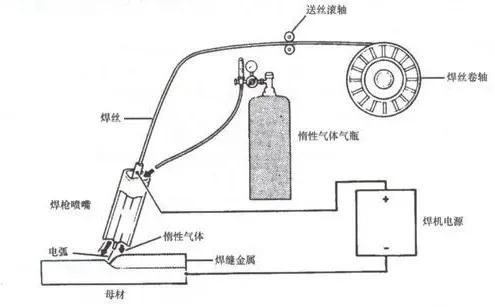
M21 混合气体(国标 GB/T 37289-2019 定义为82%Ar + 18%CO₂)是目前熔化极气体保护焊(MIG/MAG 焊)中应用广泛的通用型保护气体,尤其适用于碳钢、低合金钢的焊接。其核心优点围绕焊接质量、工艺适应性、经济性三大维度展开,具体可拆解为以下 6 点:

1、焊接飞溅小,焊接缺陷少
M21 气体结合了氩气(Ar)的 “电弧稳定、熔滴过渡平顺” 与二氧化碳(CO₂)的 “熔深充足、避免未熔合” 特性,能有效解决单一气体的缺陷:
- (1)对比纯 CO₂气体:纯 CO₂焊易产生 “飞溅大、焊缝表面粗糙、余高凸起” 的问题,而 M21 的高氩含量可显著降低电弧冲击力,减少飞溅(飞溅率通常<5%,远低于纯 CO₂的 10%-15%),焊缝表面更平整、波纹细腻,无需后续大量打磨。
- (2)对比纯氩气(或高氩低 CO₂气体,如 M11:90% Ar+10% CO₂):M21 的 18% CO₂可增加熔池流动性,避免纯氩焊 “熔深浅、易出现未熔合 / 未焊透” 的问题,尤其对中厚板(6-20mm)焊接,焊缝截面更饱满,无 “咬边” 风险。
2、电弧稳定性高,操作门槛低
M21 气体的电弧特性适配大多数焊接电源(直流反接),核心优势体现在:
5、焊接效率高,降低工时成本
M21 的工艺特性可直接提升单位时间焊接量:










 企业客服
企业客服
 热线
热线
 移动电话
移动电话
 公众号
公众号





 公网安备号申请中
公网安备号申请中